El forjado es un proceso de deformación en el cual el material se comprime entre los dados, usando impacto o presión gradual para formar la parte. Es la operación más antigua para formado de metales y se remonta quizá al año 5000 a.C.En la actualidad el forjado es un proceso industrial importante, mediante el cual se hacen una variedad de componentes de alta resistencia para automóviles, vehículos aeroespaciales y otras aplicaciones, la industria del acero y de otros metales básicos usa el forjado para fijar la forma básica de grandes componentes que luego se maquinan para lograr su forma final y dimensiones definitivas.
- Forjado en dado abierto.
El caso más simple de forjado consiste en comprimir una parte de sección cilíndrica entre dos dados planos, muy semejante a un ensayo de la compresión. Esta operación de forjado se conoce como recalcado o forjado para recalcar, reduce la altura de material de trabajo e incrementa su diámetro.
 |
| Fig. 1 Forjado en dado abierto. |
- Forjado con dado impresor.
Se realiza con dados que tienen la forma inversa a la requerida para la parte. La pieza de trabajo inicial se muestra como una parte cilíndrica. Al cerrarse el dado y llegar a su posición final, el metal fluye más allá de la cavidad del dado y forma una rebaba en la pequeña abertura entre las placas del dado. Aunque la rebaba se recorta posteriormente, tiene realmente una función importante en el forjado por impresión, ya que cuando ésta empieza a formarse, la fricción se opone a que el metal siga fluyendo hacia la abertura, y de esta manera fuerza al material de trabajo a permanecer en la cavidad, En el formado en caliente, la restricción del flujo de metal es mayor debido a que la rebaba delgada se enfría rápidamente contra las placas del dado, incrementando la resistencia a la deformación.
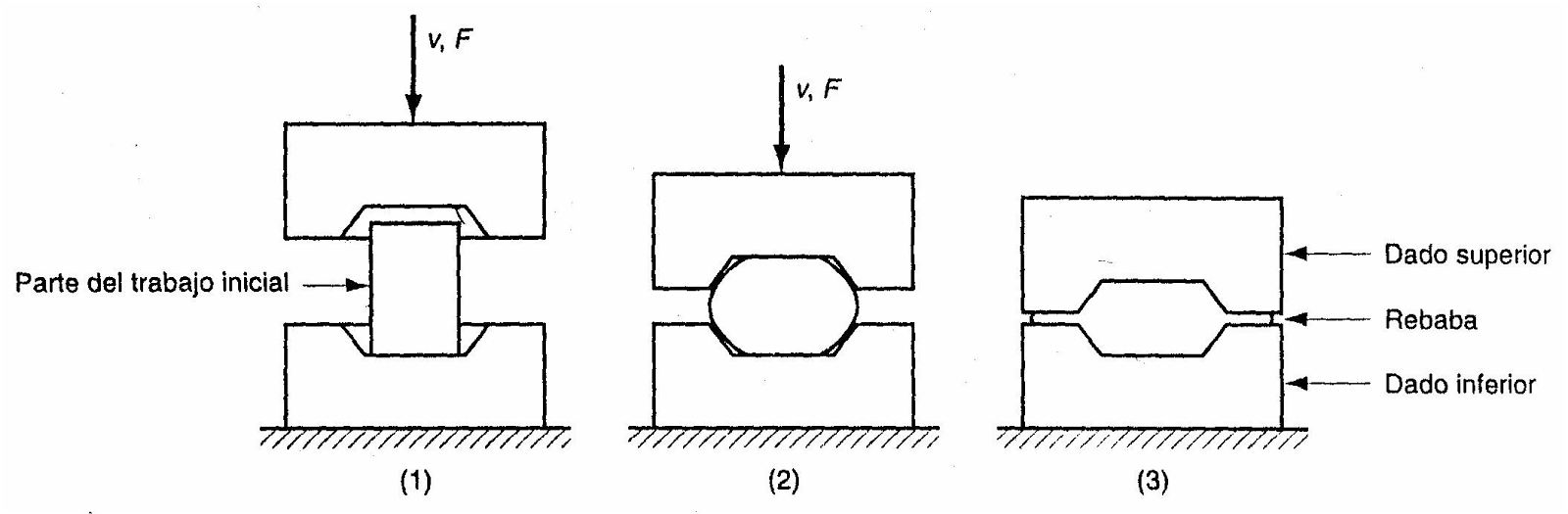 |
| Fig. 1. 2 Forjado con dado impresor. |
- Forjado sin rebada.
El forjado sin rebaba impone ciertos requerimiento sobre el control del proceso, más exigentes que el forjado con dado impresor. El parámetro más importante es que el volumen del material de trabajo debe igualar al volumen de la cavidad del dado dentro de muy estrechas tolerancias. Si la pieza de trabajo inicial es demasiado grande, la presión excesiva puede causar daño al dado o a la prensa. Si la pieza de trabajo es demasiado pequeña, no se llenará la cavidad. Debido a este requerimiento especial, el proceso es más adecuado en la manufactura de partes geométricas simples y simétricas, y para trabajar metales como el aluminio, el magnesio o sus aleaciones. El forjado sin rebaba se clasifica frecuentemente como un proceso de forjado de precisión.
 |
| Fig. 1.3 Forjado sin rebada. |
" En el video podemos observar como se forjan algunas piezas, principalmente se aprecian varios forjados de dado abierto en los que se van dando el alargamiento de la pieza de trabajo y la reduccion de su sección transversal obtenidos a traves de repetitivos impactos con los dados".
Para tener en cuenta: La mayoría de las operaciones de forja se realizan en caliente (por arriba y por debajo de la temperatura de recristalización), dada la demanda de deformación que el proceso requiere y la necesidad de reducir la resistencia e incrementar la ductilidad del metal de trabajo, sin embargo, el forjado en frío también es muy común para ciertos productos. La ventaja del forjado en frío es la mayor resistencia que adquiere el material, que resulta del endurecimiento por deformación.
No hay comentarios.:
Publicar un comentario