Todos los materiales poseen una región plástica y una región elástica. Este comportamiento es representado en la siguiente imagen.
Durante la primera parte de la curva, el esfuerzo es proporcional a la deformación unitaria, estamos en la región elástica. Cuando se disminuye el esfuerzo, el material vuelve a su longitud inicial. La línea recta termina en un punto denominado límite elástico. Si se sigue aumentando el esfuerzo la deformación unitaria aumenta rápidamente, pero al reducir el esfuerzo, el material no recobra su longitud inicial. La longitud que corresponde a un esfuerzo nulo es ahora mayor que la inicial L0, y se dice que el material ha adquirido una deformación permanente.
El material se deforma hasta un máximo, denominado punto de ruptura. Entre el límite de la deformación elástica y el punto de ruptura tiene lugar la deformación plástica.
Si entre el límite de la región elástica y el punto de ruptura tiene lugar una gran deformación plástica el material se denomina dúctil. Sin embargo, si la ruptura ocurre poco después del límite elástico el material se denomina frágil.
En las siguientes entradas del blog se darán a conocer las diferentes resistencias que poseen los materiales ( a la compresión, a la tensión, al impacto, su dureza, su nivel de conducción eléctrica, de conducción térmica a la flexión, a la fricción , su densidad y su resistencia química , y a los diferentes procesos que son sometidos los metales para su utilización en la industria( troquelado, Cizallado, embutido, extrusión, laminado, Doblado y forjado) cada uno con un video de ejemplo y su respectiva explicación.
Al llegar al final de las entradas de esta pagina, dar clic en "entradas antiguas" para ver los procesos que se encuentran mas allá.
Es el esfuerzo máximo que puede soportar un material bajo una carga de aplastamiento. la resistencia a la compresión de un material que falla debido al fracturamiento se puede definir en limites bastante ajustados, como una propiedad independiente. sin embargo, la resistencia a la compresión de los materiales que no se rompen en la compresión se define como la cantidad de esfuerzo necesario para deformar el material una cantidad arbitraria.
" Se somete a un cilindro de concreto a la prueba de compresión, accionando lentamente el punzón hasta que el material se fracture, gracias a esto podemos medir a que presión la pieza se puede romper".
Resistencia a la tensión.
Se determina por el estirado de los dos extremos de cualquier material con dimensiones perfectamente determinadas y con marcas previamente hechas. Al aplicarse fuerza en los dos extremos se mide la deformación relacionada con la fuerza aplicada hasta que el material rebasa su limite de deformación elastica y se deforma permanentemente o se rompe.
" Podemos observar que el material es sujetado lado y lado por dos pinzas que a su vez estiran el material en si dirección correspondiente, a medida que se separan las pinzas, el material se va deformando hasta que se rompe, llegando asi al limite de su región plástica. "
Resistencia al impacto.
Describe la capacidad del material a absorber golpes y energía sin romperse. la tenacidad del material depende de la temperatura y la forma.
" En el video se realizaron pruebas comparativas de resistencia al impacto entre las tuberías Previo a esta prueba se acondicionaron las muestras a una temperatura de 0° centrigrados, la primera prueba de impacto fue aplicada a una tubería PVC-U tradicional con una altura de caída de 2 metros, radio de 50 milímetros y aplicándose una energía de 64 newton metros y un peso del pistón de 3.2 kilogramos, la prueba se realizo en distintos tramos de la tubería en este no se presentaron rupturas, en la segunda prueba se hizo lo mismo con otra tubería pero esta no resistió al impacto, quebrantándose rápidamente."
Dureza.
Se define como la cantidad de energia que absorbe un material ante un esfuerzo antes de romperse o deformarse. Es la oposición que ofrecen los materiales a alteraciones como la penetración, la abrasión, el rayado, la cortadura, las deformaciones permanentes, entre otras.
" Se prueba la dureza de materiales como el plástico el cristal, el hierro, la madera y una piedra, principalmente su resistencia a no dejarse rayar. Con un punzón primero se trata de rayar la botella de cristal pero en este caso no se logro, por lo que se concluye que el material es muy duro. Luego se hace lo mismo con el hierro, la piedra, la madera y el plástico El hierro no se raya tampoco, en la piedra el rayado es evidente pero no tanto como en la madera y en el plástico."
Conductor eléctrico.
Se define como conductor eléctrico aquel material que en el momento en el cual se pone en contacto con un cuerpo cargado electricamente, transmite la electricidad a todos los puntos de su superficie. los mejores conductores de electricidad son los metales como elcobre, el oro, el hierro y el aluminio, y sus aleaciones. aunque existen otros materiales no metálicos que poseen la propiedad de conducir la electricidad, como el grafito o las disoluciones y soluciones salinas o cualquier material en estado de plasma.
" En el video se realiza una practica en donde se evalúan la conducción eléctrica de algunos materiales como un clavo, un pedazo de madera, un pedazo de papel aluminio, un pedazo de plástico, una hoja de papel, una moneda, un pedazo de cartón, grafito de lápiz, un clip y una base de madera, por medio de un circuito eléctrico sencillo. Para probar la conducción de estos elementos se retira un pedazo del cable que va a la pila, luego los materiales hacen contacto por un lado con el cable y por el otro con la pila. Se observa que el clavo, el clip, el papel aluminio y la moneda si conducen la electricidad mientras que el plástico, la madera, la hoja de papel, el cartón y el grafito no lo hacen."
En el siguiente video se hace una explicación del porque lo metales poseen esta propiedad.
Conductividad térmica.
Es la propiedad física de cualquier material que mide la capacidad de conducción del calor a través de el mismo. En otras palabras, la conductividad térmica es también la capacidad de una sustancia de transferir la energía cinética de sus moléculas a otras moléculas adyacentes o a sustancias con las que no esta en contacto. Es elevada en los metales y en general en cuerpos continuos, es baja en polímeros y muy baja en algunos materiales especiales como la fibra de vidrio, que se denominan por ello aislantes térmicos.
" Se prueba la conductividad térmica de un alambre de cobre y una aguja de hierro de igual longitud y grosor, luego se sostienen el alambre y la aguja con corchos y se les adicionan unas bolitas de cera. Calentamos con una vela los extremos libres de de la aguja y el alambre, el calor transmitido va fundiendo la cera y las bolitas caen poco a poco. Se observa que en el alambre de cobre la cera de funde mas rápido debido a que su conductividad térmica es mayor que la del hierro. "
Resistencia a la flexión.
Es el máximo esfuerzo de tracción que un cuerpo puede soportar antes de romperse. La flexión se define como el tipo de deformación que presenta un elemento estructural alargado en una dirección perpendicular a su eje longitudinal. Un ejemplo son las vigas, que estan diseñadas para trabajar principalmente por flexión, igualmente, el concepto de flexión se extiende a elementos estructurales superficiales como placas o láminas.
" Se hace una prueba de resistencia a la flexión ubicando la pieza de tal manera que solo sus extremos esten sostenidos y por medio de un punzón, se ejerce una fuerza que empuja la viga hacia abajo en su parte central, observamos que el material se rompe poco después de empezar la prueba por lo que se concluye que tiene poca resistencia a la flexión."
Resistencia a la fricción.
La fricción se define como la resistencia al movimiento durante del deslizamiento o rodamiento que experimenta un cuerpo sólido al moverse sobre otro con el cual está en contacto. Esta resistencia al movimiento depende de las características de las superficies. La fricción depende de la interacción molecular de las superficies y la interacción mecánica entre las partes. La fricción no es una propiedad del material, es una respuesta integral a la interacción de un sistema.
" Se prueba la fricción del material por medio de un montaje en donde la persona acciona la palanca tipo molino y el punzón empieza a rozar el material, con esto podemos observar si el área en la que se ejerce la fricción sufre algún desgaste o permanece sin cambios. "
Densidad.
Es una propiedad propia de los materiales. La densidad de una sustancia varia cuando cambia la presión o la temperatura y se dice que cuando un material es más pesado es más denso y cuando un material es menos pesado es menos denso.
Resistencia química.
La resistencia química se utiliza para describir la resistencia de los materiales a los diferentes químicos. En la mayoría de los casos, una baja resistencia química se manifiesta con una deformación o reblandecimiento, con el desprendimiento de olores y sabores o con la sulfatación.
"A diferencia del pilocarbonato y la poliamina, el producto del video Impact X no es atacado por sustancias químicas comunes o solventes como por ejemplo la acetona y el alcohol de metilo. "
El troquelado es un método para trabajar láminas metálicas en frío, en forma y tamaño predeterminados, por medio de un troquel y una prensa. El troquel determina el tamaño y forma de la pieza terminada y la prensa suministra la fuerza necesaria para efectuar el cambio. Cada troquel está especialmente construido para la operación que va ha efectuar y no es adecuado para otras operaciones. El troquel tiene dos mitades, entre las cuales se coloca la lámina metálica. Cuando las dos mitades del troquel se juntan se lleva a cabo la operación.
El troquelado de láminas metálicas incluye el corte o cizallado, el doblado o formado y las operaciones de embutido superficial o profundo . El corte alrededor de toda la periferia de una pieza se llama “recortado". El corte de agujeros en una pieza de trabajo se llama "punzado" o, “perforado".
Fig 1. Troquel recortador
La principal característica de las piezas metálicas troqueladas es que, con unas cuantas excepciones, el espesor de la pared es esencialmente el mismo en toda la pieza. Las piezas troqueladas terminadas son, algunas veces,bastante complicadas en forma, con muchas salientes, brazos, agujeros de varias formas, huecos, cavidades y secciones levantadas . En todos los casos, el espesor de la pared es esencialmente uniforme.
Video del proceso de troquelado.
" En el video observamos que el trabajador ubica la lamina en la maquina, luego el punzón es accionado y despues de levantarse,se pueden apreciar los diferentes orificios de la forma que tiene esta vez el punzón" .
El forjado es un proceso de deformación en el cual el material se comprime entre los dados, usando impacto o presión gradual para formar la parte. Es la operación más antigua para formado de metales y se remonta quizá al año 5000 a.C.En la actualidad el forjado es un proceso industrial importante, mediante el cual se hacen una variedad de componentes de alta resistencia para automóviles, vehículos aeroespaciales y otras aplicaciones, la industria del acero y de otros metales básicos usa el forjado para fijar la forma básica de grandes componentes que luego se maquinan para lograr su forma final y dimensiones definitivas.
Forjado en dado abierto.
El caso más simple de forjado consiste en comprimir una parte de sección cilíndrica entre dos dados planos, muy semejante a un ensayo de la compresión. Esta operación de forjado se conoce como recalcado o forjado para recalcar, reduce la altura de material de trabajo e incrementa su diámetro.
Fig. 1 Forjado en dado abierto.
Forjado con dado impresor.
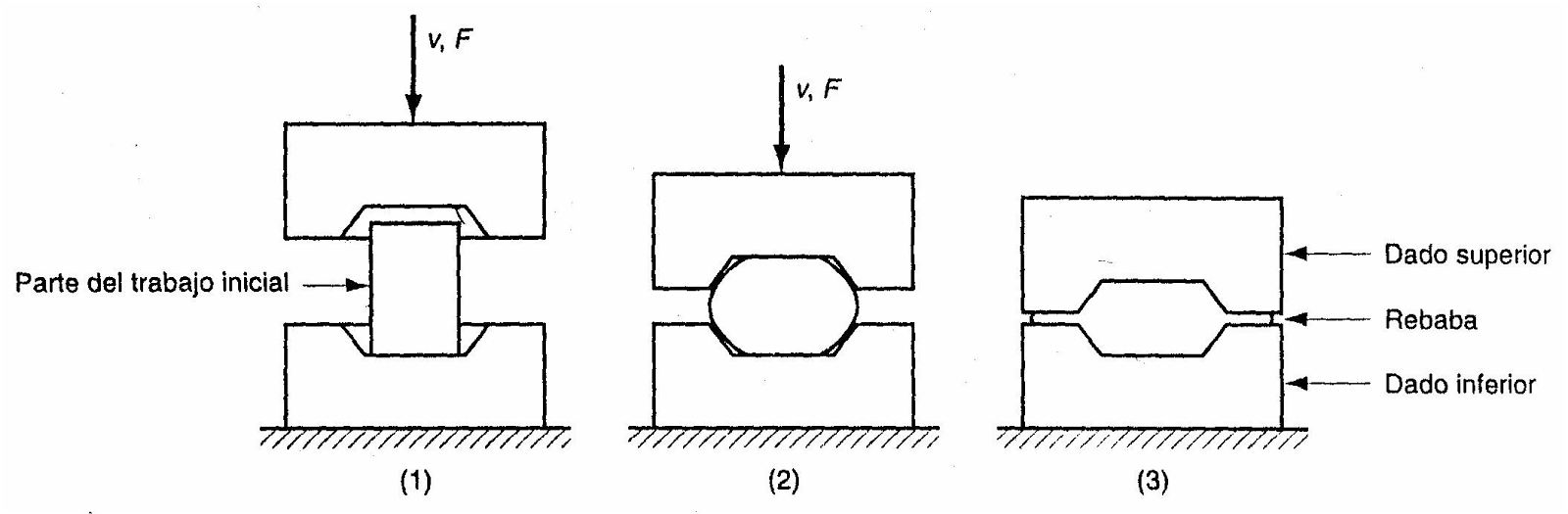
Se realiza con dados que tienen la forma inversa a la requerida para la parte. La pieza de trabajo inicial se muestra como una parte cilíndrica. Al cerrarse el dado y llegar a su posición final, el metal fluye más allá de la cavidad del dado y forma una rebaba en la pequeña abertura entre las placas del dado. Aunque la rebaba se recorta posteriormente, tiene realmente una función importante en el forjado por impresión, ya que cuando ésta empieza a formarse, la fricción se opone a que el metal siga fluyendo hacia la abertura, y de esta manera fuerza al material de trabajo a permanecer en la cavidad, En el formado en caliente, la restricción del flujo de metal es mayor debido a que la rebaba delgada se enfría rápidamente contra las placas del dado, incrementando la resistencia a la deformación.
Fig. 1. 2 Forjado con dado impresor.
Forjado sin rebada.
El forjado sin rebaba impone ciertos requerimiento sobre el control del proceso, más exigentes que el forjado con dado impresor. El parámetro más importante es que el volumen del material de trabajo debe igualar al volumen de la cavidad del dado dentro de muy estrechas tolerancias. Si la pieza de trabajo inicial es demasiado grande, la presión excesiva puede causar daño al dado o a la prensa. Si la pieza de trabajo es demasiado pequeña, no se llenará la cavidad. Debido a este requerimiento especial, el proceso es más adecuado en la manufactura de partes geométricas simples y simétricas, y para trabajar metales como el aluminio, el magnesio o sus aleaciones. El forjado sin rebaba se clasifica frecuentemente como un proceso de forjado de precisión.
Fig. 1.3 Forjado sin rebada.
Video del proceso de forjado.
" En el video podemos observar como se forjan algunas piezas, principalmente se aprecian varios forjados de dado abierto en los que se van dando el alargamiento de la pieza de trabajo y la reduccion de su sección transversal obtenidos a traves de repetitivos impactos con los dados".
Para tener en cuenta: La mayoría de las operaciones de forja se realizan en caliente (por arriba y por debajo de la temperatura de recristalización), dada la demanda de deformación que el proceso requiere y la necesidad de reducir la resistencia e incrementar la ductilidad del metal de trabajo, sin embargo, el forjado en frío también es muy común para ciertos productos. La ventaja del forjado en frío es la mayor resistencia que adquiere el material, que resulta del endurecimiento por deformación.
La acción de cizalla se describe en los cuatro pasos donde el borde superior de corte (el punzón) se mueve hacia abajo sobrepasando el borde estacionario inferior de corte (el dado).
Fig 1. Proceso de Cizallado.
Inmediatamente antes de que el punzón entre en contacto con el material, el punzón comienza a comprimir el material de trabajo causando deformación plástica, el punzón comprime y penetra en el material de trabajo formando una superficie lisa de corte y se inicia la fractura entre los dos bordes de corte opuestos que separan la lámina. Los símbolos v y F indican velocidad y fuerza aplicada, respectivamente.
Fig 1.2 Estado de la pieza final del cizallado.
Encima de la superficie de corte hay una región que se llama redondeado. Éste corresponde a la compresión hecha por el punzón en el material de trabajo antes de empezar el corte. Aquí es donde empieza la deformación plástica del material de trabajo; justo abajo del redondeado hay una región relativamente lisa llamada bruñido. Ésta resulta de la penetración del punzón en el material antes de empezar la fractura. Debajo del bruñido está la zona de fractura, una superficie relativamente tosca del borde de corte donde el movimiento continuo del punzón hacia abajo causa la fractura del metal.
El cizallado se usa típicamente para reducir grandes láminas a secciones mas pequeñas para operaciones posteriores de prensado. Se ejecuta en una máquina llamada cizalla de potencia o cizalla recta. La cuchilla superior de la cizalla de potencia está frecuentemente sesgada, para reducir la fuerza requerida de corte.
Fig. 1.3 Corte de cizalla con cuchilla..
Video acerca del proceso de cizallado.
"En el video se muestra una cizalla tipo guillotina. Ubicamos la pieza que deseamos cortar, accionamos el mecanismo y la cuchilla baja , cortando la pieza. Podemos realizar esta operación cuantas veces queramos, dependiendo de las necesidades comerciales".
En el trabajo de láminas metálicas el doblado se define como la deformación del metal alrededor de un eje recto. Durante la operación de doblado, el metal dentro del plano neutral se comprime, mientras que el metal por fuera del plano neutral se estira. El metal se deforma plásticamente así que el doblez toma una forma permanente al remover los esfuerzos que lo causaron. El doblado produce poco o ningún cambio en el espesor de la lámina metálica.
Fig. 1 Doblado de una pieza metálica.
Doblado en V.
La lámina de metal se dobla entre un punzón y un dado en forma de V, los ángulos van desde los muy obtusos hasta los muy agudos. El doblado en V se usa generalmente para operaciones de baja producción y se realizan frecuentemente en una prensa de cortina, los correspondientes dados en V son relativamente simples y de bajo costo.
Fig. 1.2 Doblado en V.
Doblado de bordes.
Involucra una carga dobladiza sobre la lámina de metal. Se usa una placa de presión, que aplica una fuerza de sujeción Fh para sujetar la lámina contra el dado, mientras el punzón fuerza la parte volada para doblarla sobre el borde del dado. El doblado se limita a ángulos de 90º o menores. Se pueden diseñar dados deslizantes más complicados para ángulos mayores de 90º. Debido a la presión del sujetador, los dados deslizantes son más complicados y más costosos que los dados en V y se usan generalmente para trabajos de alta producción.
Fig. 1.3 Doblado de bordes.
Video acerca del proceso de doblado.
" Podemos observar como un trabajador empieza a doblar estribos de hierro, se ubica la pieza en la maquina y es sostenida por una placa de presión, luego se enciende el mecanismo que gira y esto hace que la pieza, al encontrarse con el dado se doble, el proceso es realizado varias veces."
El embutido es una operación de formado de láminas metálicas que se usa para hacer piezas de forma de copa y otras formas huecas más complejas. Se realiza colocando una lámina de metal sobre la cavidad de un dado y empujando el metal hacia la cavidad de éste con un punzón. La forma debe aplanarse contra el dado por un sujetador de formas.
Fig 1. Proceso de embutido.
El punzón aplica una fuerza F hacia abajo para realizar la deformación del metal y el sujetador de partes o de formas aplica una fuerza de sujeción Fh hacia abajo. Conforme el punzón se desliza hacia abajo, hasta su posición final, la pieza de trabajo experimenta una serie compleja de esfuerzos y deformaciones al tomar gradualmente la forma definida por el punzón y la cavidad del dado . Cuando el punzón empieza a empujar al material de trabajo, somete al metal a una operación de doblado. La lámina es doblada simplemente sobre la esquina del punzón y la esquina del dado . El perímetro exterior del disco se mueve hacia el centro en esta primera etapa pero sólo ligeramente.
Fig. 1.2 Proceso paso a paso de embutido de una pieza.
A medida que el punzón avanza, ocurre una acción de enderezado del metal que fue previamente doblado sobre el radio del dado. El metal en el fondo de la copa, así como a lo largo del radio del punzón, se ha movido hacia abajo junto con el punzón, pero el metal que se había doblado sobre el radio del dado se endereza para que pueda jalarse y formar la pared del cilindro. En este punto se necesita más metal para reemplazar al que ahora forma la pared del cilindro. Este nuevo metal viene del borde exterior de la forma original. El metal en la porción exterior de la forma se jala o embute hacia la apertura del dado para sustituir al metal previamente doblado y enderezado que ahora forma la pared del cilindro. De este tipo de flujo de metal a través de un espacio restringido es de donde toma su nombre el proceso de embutido.
Videos acerca del proceso de embutido.
" En el video podemos observar el proceso de embutido. Se pone la lamina de metal ( en este caso de aluminio) sobre el dado y luego se acciona el punzón que la empuja hacia la cavidad o matriz quedando de la forma de esta, después la pieza obtenida es sometida de nuevo al proceso añadiéndole una nueva matriz a la maquina, con la cual la forma de la pieza quedara reducida a un menor tamaño"
Para tener en cuenta: Las piezas comunes que se hacen por embutido son latas de bebidas, casquillos de municiones, lavados, utensilios de cocina y partes para carrocería de automóviles.
El laminado es un proceso de deformación en el cual el metal pasa entre dos rodillos y se comprime mediante fuerzas de compresión ejercidas por ellos. Los rodillos giran para jalar el material y simultáneamente apretarlo entre ellos.
Fig 1. Proceso de laminado.
El trabajo empieza con un lingote de acero fundido y recién solidificado. Aún caliente, el lingote se coloca en un horno donde permanece por muchas horas, hasta alcanzar una temperatura uniforme en toda su extensión, para que pueda fluir consistentemente durante el laminado. Para el acero, la temperatura de laminación es alrededor de 1200 ºC. La operación de calentamiento se llama recalentada, y los hornos en los cuales se lleva a cabo se llaman fosas de recalentamiento. El lingote recalentado pasa al molino de laminación, donde se lamina para convertirlo en una de las tres formas intermedias llamadas lupias, tochos o planchas. Una lupia tiene una sección transversal cuadrada de 150 mm de lado o mayor. Un tocho se lamina a partir de una lupia, es de sección transversal cuadrada de 38 mm por lado o mayor. Una plancha se lamina a partir de un lingote o de una lupia y, tiene una sección rectangular de 250 mm de ancho o más, y un espesor de 38 mm o más.
Fig. 1. 2 productos que se pueden hacer con el laminado de acero.
La mayoría de los productos laminados se realizan en caliente debido a la gran cantidad de deformación requerida, y se le llama laminado en caliente. Los metales laminados en caliente están generalmente libres de esfuerzos residuales y sus propiedades son isotrópicas. Las desventajas del laminado en caliente son que el producto no puede mantenerse dentro de tolerancias adecuadas, y la superficie presenta una capa de óxido característica.
Laminado plano.
El laminado plano Involucra el laminado de planchas, tiras, láminas y placas, partes de trabajo de sección transversal rectangular con un ancho mayor que el espesor. En el laminado plano, se presiona el material de trabajo entre dos rodillos de manera que su espesor se reduce. Además de reducir el espesor, el laminado incrementa usualmente el ancho del material de trabajo. Esto se llama esparcido y tiende a ser más pronunciado con bajas relaciones entre espesor y ancho, así como con bajos coeficientes de fricción. Existe la conservación del material, de tal manera que el volumen de metal que sale de los rodillos es igual al volumen que entra a los rodillos.
Laminado de perfiles.
La mayoría de los principios que se aplican al laminado plano son aplicables al laminado de perfiles. Los rodillos formadores son más complicados; y el material inicial, de forma generalmente cuadrada, requiere una transformación gradual a través de varios rodillos para alcanzar la sección final. El diseño de la secuencia de las formas intermedias y los correspondientes rodillos sé llama diseño de pases de laminación Su meta es lograr una deformación uniforme a través de las secciones transversales de cada reducción. De otra forma ciertas porciones de trabajo se reducen más que otras, causando una mayor elongación en estas secciones. Las consecuencias de una reducción no uniforme pueden ser torceduras y agrietamiento del producto laminado. Se utilizan rodillos horizontales y verticales para lograr una reducción consistente del material de trabajo.
Fig. 1. 3 Laminado pasando el metal por varios rodillos
Videos acerca del proceso de laminado.
" en el video podemos observar como se realiza el proceso de laminación del acero. El material se introduce en un horno y de aquí viaja a través de varias zonas de control de temperatura hasta que esté en la temperatura correcta y listo para laminar. Se muestra primero cuando pasa pos dos rodillos, luego por una sección de 3x4 rodillos en los que el material pasa y luego se devuelve, despues pasa por 4 rodillos y cada vez que vuele a pasar por ellos el espesor del acero va disminuyendo debibo a que los rodillos empiezan a acercarse mas entre si. Al final pasa por rodillos que le dan forma a su parte externa y moldean mas su figura. Estas operaciones se hacen de acuerdo a las necesidades del cliente y a la forma del material que se desea obtener".
Para tener en cuenta: Las lupias se laminan para generar perfiles estructurales y rieles para ferrocarril. Los tochos se laminan para producir barras y varillas. Estas formas son la materia prima para el maquinado, estirado de alambre, forjado y otros procesos de trabajo de metales. Las planchas se laminan para convertirlas en placas, láminas y tiras. Las placas laminadas en caliente se usan para la construcción de barcos, puentes, calderas, estructuras soldadas para maquinaria pesada, tubos y tuberías, y muchos otros
La extrusión es un proceso de formado por compresión en el
cual el material de trabajo es forzado a fluir a través de la abertura de un
dado para darle forma a su sección transversal.
Fig1. partes del proceso de extrusión
Tipos de extrusión.
La extrusión puede ser llevada a cabo de diferentes formas, según
su configuración física hay dos tipos principales: extrusión directa o
indirecta y según la temperatura de trabajo que puede ser en frio, tibio o
caliente.
Extrusión directa.
En la extrusión directa, un tocho de metal se carga en un
recipiente y un pisón o aprisionador comprime el material forzándolo a fluir a través
de una o más aberturas que hay en un dado situado al extremo opuesto del
recipiente. Al aproximarse el pisón al dado, una pequeña porción del tocho permanece
y no puede forzarse a través de la abertura del dado. Esta porción extra llamada
tope o cabeza, se separa del producto, cortándola justamente después de la
salida del dado.
Fig 1.1 Extrusion directa.
Un problema en la extrusión directa es la gran fricción que
existe entre el tocho y la pared interna del recipiente al forzar el
deslizamiento del tocho hacia la abertura del dado. Esta fricción ocasiona un incremento
sustancial de la fuerza requerida en el pisón para la extrusión directa. En la extrusión
en caliente este problema se agrava por la presencia de una capa de óxido en la
superficie del tocho que puede ocasionar defectos en los productos extruidos.
Para resolver este problema se usa un bloque simulado entre el pisón y el tocho
de trabajo, el diámetro del bloque es ligeramente menor que el diámetro del
tocho, de manera que en el recipiente queda un anillo metal de trabajo (capas
de óxido en su mayoría), dejando el producto final libre de óxidos.
Extrusión indirecta.
En la extrusión indirecta, el dado está montado sobre el pisón, en lugar de estar en el extremo opuesto del recipiente. Al penetrar el pisón en el material de trabajo fuerza al metal a fluir a través del claro en una dirección opuesta a la del pisón. Como el tocho no se mueve con respecto al recipiente, no hay fricción en las paredes del recipiente. Por consiguiente, la fuerza del pisón es menor que en la extrusión directa.
Fig 1.2 Extrusión indirecta
A continuación se muestran algunos videos del proceso de extrusión.
" En el video, podemos observar como es transportado el tocho de acero caliente hasta llegar a la maquina de extrusión, luego es ingresado y empujado por el pison dentro del recipiente hasta que queda asegurado y despues es presionado de tal manera que sale por el otro lado con la forma que tenia la matriz dentro de la maquina de extrusión"
" Gracias a la extrusión se pueden hacer los perfiles de aluminio que es de lo que trata el video. Primero se hacen los tochos y se someten a temperaturas altas, luego son transportados hasta la prensa de extrusión en donde son introducidos al recipiente y luego presionados por el pisón hasta que salen del otro lado los perfiles con la forma que tiene la matriz, estos son trasportados por maquinas y son organizados Después de esto en el video se evidencia que la ultima parte que salio de la matriz no esta bien definida, esto se debe a que al acercarse el pusón al dado o matriz, una pequeña porción del tocho permanece y no puede forzarse a través de la abertura del dado, esta porción es cortada del perfil. Luego se le dan tamaño a los perfiles, cortándolo según las indicaciones comerciales".
Para tener en cuenta: Los productos extruidos representan mas del 50% del mercado europeo de productos de aluminio. De este porcentaje, el sector de la edificación utiliza la mayo parte. El aluminio extruido se usa en los sistemas de perfiles de ventanas y puertas en edificios residenciales y comerciales, en estructuras de viviendas y edificios prefabricados, en materiales para tejados y revestimientos exteriores etc. Ademas el aluminio extruido se usa también en el transporte de cargas, en fuselajes de aviones, vehiculos de carretera, ferrocarriles y para aplicaciones marinas.